🔬 Multi Purpose Pilot Plant – Versatile Pilot Plant for Chemical & Pharma Industries
🌟 Product Overview- Multi Purpose Pilot Plant
The Multi Purpose Unit (MPU) is a highly versatile pilot plant designed for process development, scale-up, and industrial testing in the chemical, pharmaceutical, and specialty chemical industries. With its modular, customizable design, this unit supports batch and semi-batch reactions, allowing for a wide range of chemical processes such as:
🔹 Reaction & Distillation
🔹 Solid-Liquid Extraction & Crystallization
🔹 Purification & Solvent Recovery
🔹 Vacuum Distillation & Fractional Separation
🚀 Perfect for R&D labs, pharmaceutical companies, and industrial process validation!
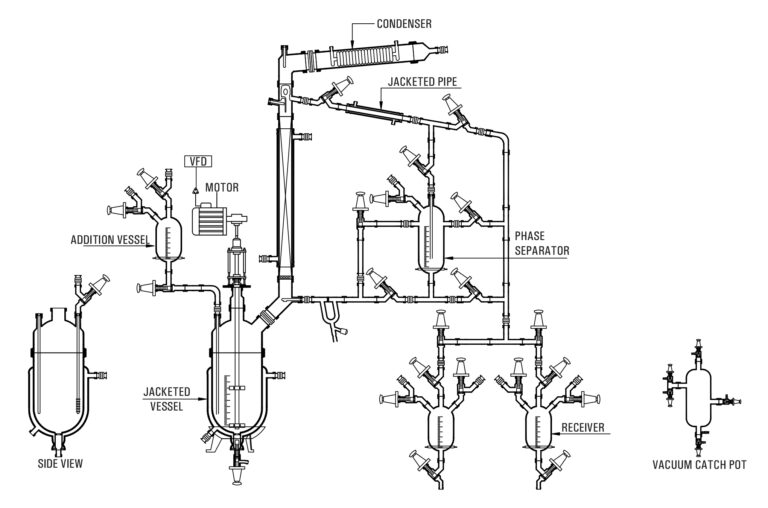
⚙️ How It Works – Step-by-Step Process of Multi Purpose Pilot Plant
1️⃣ Raw Material Charging – Solids & liquids added via multiple charging ports with inert gas purging.
2️⃣ Reaction Process – Jacketed glass reactor ensures precise temperature control & mixing.
3️⃣ Distillation & Separation – Overhead distillation setup allows solvent recovery & purification.
4️⃣ Cooling & Condensation – Vapors are efficiently condensed with heat exchangers & vacuum-assisted systems.
5️⃣ Final Product Collection – Multi-port receivers ensure safe collection, crystallization, or solvent recovery.
🛠 Customizable design for GMP & non-GMP applications!
Pilot Plant Is Available with:
- Jacketed Glass Reactor / Cylindrical Glass Reactor / Spherical Glass Reactor with Oil Heating & Cooling Bath for precise temperature control.
- Multipurpose Glass Distillation Overhead for efficient separation and purification.
- Stainless Steel, MS Epoxy Coated, or MS Painted for enhanced stability and longevity.
- Available in Flame-Proof, Non-Flame-Proof, cGMP, and Non-GMP Models to suit diverse industrial requirements.
- Superior Corrosion Resistance ensures longevity and reliability in chemical processing.
- Advanced Temperature Controller for precise monitoring and control.
- Supports Gas Purging, Solid Charging, and Multi-Liquid Addition for versatile chemical processes.
- Vacuum & Exhaust Piping for optimized system performance.
- Additional Feeders & Receivers for seamless material handling.
- Solid Feeding System for efficient processing and scalability.
Objectives of a Pilot Plant
The primary objectives of a pilot plant include:
Process Development: Fine-tuning chemical and industrial processes to achieve optimal efficiency.
Scale-Up Testing: Evaluating and adjusting laboratory results for large-scale applications.
Cost Reduction: Identifying potential savings in raw materials, energy, and production processes.
Product Quality Assurance: Ensuring consistency and compliance with industry standards.
Risk Mitigation: Detecting operational and technical challenges before full-scale production.
Technology Transfer: Facilitating the smooth transition from R&D to full-scale production.
Importance of a Pilot Plant
The importance of a pilot plant cannot be overstated. It serves as a crucial step in product development, offering benefits such as:
Reducing production risks by testing processes before full-scale implementation.
Improving efficiency by identifying process bottlenecks.
Increasing product development through controlled testing environments.
Complying with industry regulations by validating processes before large-scale production.
Train personnel in real production conditions.
Pilot Plant Scale-Up Techniques
Effective pilot plant scale-up techniques are crucial for ensuring seamless production transitions. At Goel Impex, we specialize in methodologies that include:
Geometric Scaling: Maintaining the proportional design between lab and large-scale processes.
Dynamic Similarity: Ensuring fluid flow patterns remain consistent across scales.
Chemical Kinetic Analysis: Assessing reaction rates and optimizing process parameters.
Material Flow Optimization: Improving the transfer of raw materials to maximize efficiency.
Energy Balance Consideration: Ensuring heat transfer and energy consumption match expected levels.
Thermal Control Strategies: Implementing temperature management solutions for better reaction control.
Process Automation Integration: Implementing automation solutions for efficiency and reproducibility.
Pilot Plant Solutions
We provide customized pilot plant solutions customized to meet the specific needs of various industries. Our expertise includes:
Pilot Plant System Design: Optimized configurations for diverse applications.
Pilot Plant Equipment: High-quality reactors, distillation units, filtration systems, and more.
Pilot Plant Specialists: Expert guidance for installation, operation, and process optimization.
Pilot Plant Systems
We provides a wide range of pilot plant systems customized to meet industrial requirements. Our pilot plant specialists offer customized solutions for:
Chemical Processing: Ensuring precision and efficiency in chemical reactions.
Pharmaceutical Production: Assisting in drug development and formulation testing.
Glassware Engineering: Developing innovative industrial glass solutions for multiple applications.
Pilot Plant Equipment
Our pilot plant equipment is designed for durability, efficiency, and compliance with industry standards. We offer:
Reactor Systems : Suitable for batch and continuous operations.
Distillation Units: For high-purity separation processes.
Evaporation Systems: Optimized for efficient solvent removal.
Filtration & Drying Equipment: Improving process efficiency.
Why Choose Goel Impex for Pilot Plant Solutions?
As pilot plant specialists, we provide end-to-end support, from design to commissioning, ensuring seamless process development. With our expertise in pilot plant systems, we help industries achieve precision, scalability, and cost efficiency.
High-Quality Materials: Durable, corrosion-resistant industrial glassware.
Industry Expertise: Decades of experience in designing and manufacturing high-quality.
Advanced Technology: Advanced engineering solutions for process scale-up and optimization.
Customization Solutions: Customized pilot plant equipment to suit specific industrial needs.
Regulatory Compliance: Systems designed to meet international safety and quality standards.
Comprehensive Support: Expert guidance from concept development to commercial production.
Whether you need a multipurpose pilot plant system for research, development, or full-scale production, we have the right solution for you. Contact us today to discuss your specific requirements and explore our advanced pilot plant solutions.
💡 Key Features & Benefits of Multi Purpose Pilot Plant
🔹 High Flexibility & Modular Design – Easily adaptable for various processes.
🔹 Corrosion-Resistant Borosilicate Glass – Maximum chemical resistance.
🔹 Batch & Semi-Batch Compatibility – Ideal for pharma & specialty chemicals.
🔹 Precise Temperature Control – Ensures consistent product quality.
🔹 Vacuum & Exhaust Piping – Supports solvent recovery & controlled evaporation.
🔹 Flameproof & Non-Flameproof Models – Industry-standard safety compliance.
🔹 Compact & Space-Saving Design – Optimized for laboratory & industrial use.
✅ Increase efficiency, reduce operational costs, and enhance process reliability with our Multi Purpose Pilot Plant!
📊 Technical Specifications
Capacity | Reaction Vessel | Addition Vessel | Vapour Line | Condenser HTA (m²) | Cooler HTA (m²) | Receiver Options |
20 L | 4.0 KW | 2 L | 80 DN | 0.35 | 0.10 | 2L, 5L |
50 L | 6.0 KW | 5 L | 100 DN | 0.50 | 0.20 | 5L, 10L |
100 L | 9.0 KW | 10 L | 150 DN | 1.50 | 0.35 | 10L, 20L |
200 L | 12.0 KW | 20 L | 150 DN | 1.50 | 0.35 | 10L, 20L |
300 L | 18.0 KW | 20 L | 225 DN | 2.50 | 0.50 | 20L, 20L |
500 L | 24.0 KW | 50 L | 300 DN | 4.00 | 0.70 | 50L, 50L |
📌 Custom configurations available upon request!
🏭 Industries We Serve Multi Purpose Pilot Plant
- ✔ Pharmaceuticals & API Manufacturing
- ✔ Fine & Specialty Chemicals
- ✔ Biotechnology & Research Labs
- ✔ Petrochemicals & Refining
- ✔ Agrochemicals & Pesticides
- ✔ Flavors, Fragrances & Essential Oils
- ✔ Dyes, Pigments & Paints Manufacturing
📌 Designed for pilot plants, kilo-scale production, and industrial R&D.
🔬 Applications of Multi Purpose Pilot Plant
- ✅ Chemical Reactions & Process Development – Ideal for synthesis, formulation, and industrial R&D.
- ✅ Solvent Recovery & Distillation – Enhances yield, purity & cost-efficiency in chemical & pharma industries.
- ✅ Crystallization & Purification – Used in API manufacturing, specialty chemicals & fine chemicals.
- ✅ Vacuum Distillation – Reduces boiling points for heat-sensitive compounds.
- ✅ Liquid-Liquid & Solid-Liquid Extraction – Enhances product separation & purification processes.
- ✅ Custom Reaction Systems – Tailored for batch, semi-batch, and continuous operations.
🚀 An all-in-one solution for R&D, small-scale production, and industrial scale-up!
🔎 Why Choose Our Multi Purpose Pilot Plant ?
- 🔹 Versatile & Scalable – Supports batch, semi-batch, and pilot-scale production for multiple industries.
- 🔹 High-Quality Borosilicate Glass & Stainless Steel – Ensures corrosion resistance & process safety.
- 🔹 Customizable Design – Tailored setups for pharma, chemical, biotech, and R&D applications.
- 🔹 Energy-Efficient & Cost-Effective – Optimized heat transfer, vacuum-assisted distillation & solvent recovery.
- 🔹 Meets cGMP & Industry Standards – Designed for compliance with strict regulatory requirements.
- 🔹 Global Supply & Technical Support – Reliable after-sales service & worldwide shipping.
🔥 Get higher yield, precise control, and unmatched flexibility with our Multi Purpose Unit!
🛒 Order Your Industrial unit Today!
🚨 In Stock – Limited Availability!
💰 Bulk Discounts Available – Save More on Large Orders!
🛠 Customizable & Scalable
🌍 Ships Worldwide – Fast & Reliable Delivery!
📩 Contact us today to get a customized unit for your industry!
📞 Call Now: +91_9714806171
📧 Email Us: bhanuscientificglass@gmail.com
🌐 Visit Our Website: bhanuscientificglass.com