🌐 Bromine Recovery System – High-Efficiency Bromine Extraction Plant for Industrial Waste & Bittern


🔍Product Overview- Bromine Recovery System
Our Bromine Recovery System is a high-performance, industrial-grade solution designed for the extraction, purification, and reuse of bromine from waste streams such as bittern, aqueous HBr, NaBr, and KBr. Engineered using advanced glass and chemical process technologies, our system helps industries reduce waste, lower costs, and improve environmental compliance. Whether it’s low-concentration feedstock (<3 gpl) or high-concentration industrial waste, this system delivers optimal performance.
🔬 How Does It Work? – Step-by-Step Process
The Bromine Recovery Process involves a series of controlled operations to ensure maximum bromine recovery and purity:
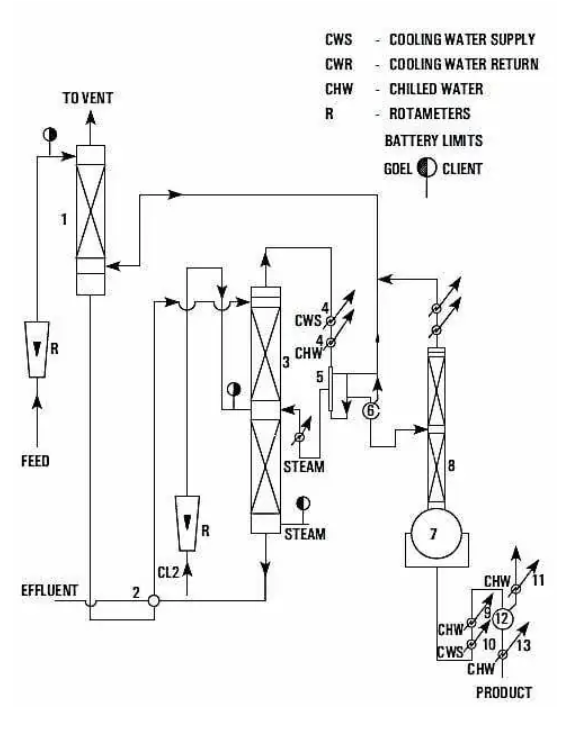
- Collection: Acidic feedstock (bittern or industrial waste) is collected and preheated in a feed preheater.
- Simultaneous Chlorination & Steam Blowing: Chlorine gas and steam are blown into the main recovery column, initiating the reaction.
- Steam Distillation: Bromine is liberated from the feedstock via chemical displacement and steam is used to distill it off.
- Condensation: Vapors are condensed in a high-efficiency condenser to separate bromine from water and residual chlorine.
- Gravity Separation: The condensate is directed to a gravity separator to isolate pure bromine.
- Purification Column: Crude bromine is further purified under reflux; impurities are scrubbed out via a tail gas scrubber.
- Recycling Loop: Remaining aqueous layers are returned to the main column, maximizing resource efficiency.
📌 Key Features & Benefits
- 🔄 Up to 95% Bromine Recovery Efficiency
- 🧪 Cold Process (<3 gpl) & Hot Process (>3 gpl) Options
- 🏗️ Corrosion-resistant Construction (Borosilicate Glass & SS316)
- ⚙️ Modular Design for Easy Integration
- 🔧 Low Maintenance & Downtime
- 🌱 Eco-Friendly – Reduces Bromine Waste
- 🔐 Multi-layer Safety Controls
- 💸 Cost-Effective Operation – Quick ROI
📊 Technical Specifications
Attribute | Details |
Material | Borosilicate Glass 3.3, SS316 |
Capacity Range | Customizable: 5 LPH to 5000 LPH |
Recovery Efficiency | Up to 95% |
Power Supply | 220V/380V, 50Hz |
Process Options | Cold & Hot Process, Steam Distillation |
Control System | Manual / Semi-Automatic / PLC |
🏭 Industries We Serve
- 🧪 Chemical & Fine Chemical Manufacturing
- 💊 Pharmaceutical & Bulk Drug Production
- 🌾 Agrochemical & Pesticide Industries
- 🌊 Salt & Seawater Bittern Processing Plants
- 💧 Water & Wastewater Treatment Plants
- 🏭 Specialty and Halogen-based Process Industries
🔥 Why Choose Our Bromine Recovery System?
- ✅ Two Decades of Expertise in Bromine Recovery
- 🔍 Precision Engineering & Quality Compliance
- 🧠 Tailored Solutions Based on Feedstock Composition
- ♻️ Eco-conscious Design – Aligned with EHS Norms
- 🧑🔬 In-house R&D for Process Optimization
- 🔩 On-site Commissioning & Training Support
- 🌍 Trusted Exporter to Over 10+ Countries
⚙️ Applications of Industrial Bromine Extraction Unit
- Recovery of bromine from sea bittern
- HBr, NaBr, KBr effluent stream treatment
- Bromine purification for re-use in chemical synthesis
- Bromine vapor separation and collection for storage or resale
- Process residue clean-up in flame retardant or dyestuff industries
🛠 Customizable & Scalable
Our system is fully customizable to meet your flow rates, feed concentrations, plant layouts, and regulatory compliance needs. Modular design allows easy upgrades and scalability from pilot to production scale.
🛒 Order Your Industrial unit Today!
🚨 In Stock – Limited Availability!
💰 Bulk Discounts Available – Save More on Large Orders!
🛠 Customizable & Scalable
🌍 Ships Worldwide – Fast & Reliable Delivery!
📩 Contact us today to get a customized unit for your industry!
📞 Call Now: +91_9714806171
📧 Email Us: bhanuscientificglass@gmail.com
🌐 Visit Our Website: bhanuscientificglass.com