SOLID-LIQUID EXTRACTION UNIT – High-Performance Industrial Extraction System
Product Overview
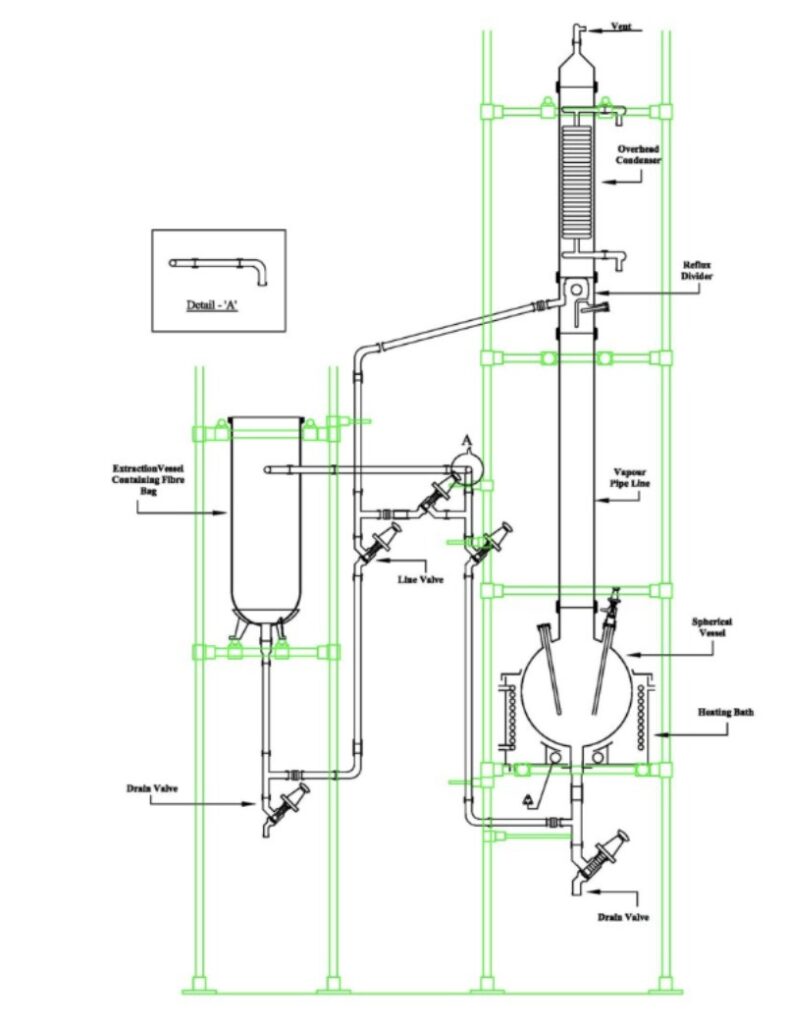
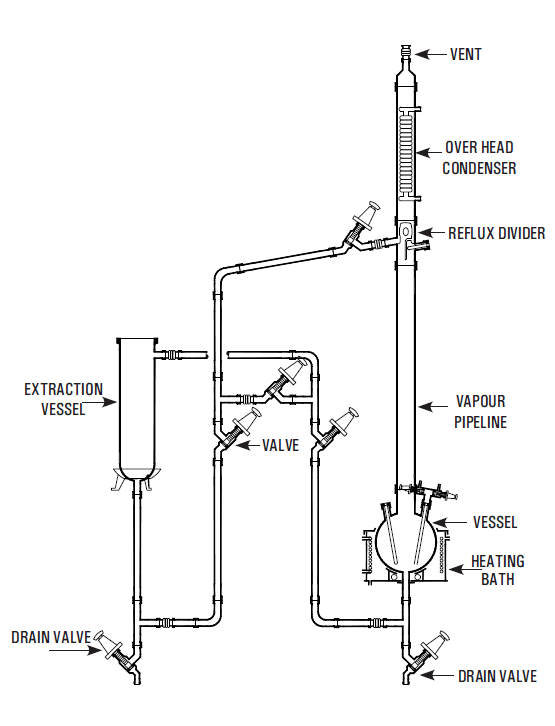
The Solid-Liquid Extraction Unit is an advanced industrial system engineered for efficient separation of solutes from solid mixtures using a liquid solvent. Designed for semi-batch operations, this system ensures maximum yield, optimal solvent utilization, and consistent extraction results. Ideal for pharmaceutical, chemical, food processing, and research industries, our extraction unit is built to handle diverse applications with precision and reliability.
How Does It Work? – Step-by-Step Process
- Loading the Solid Material: The material to be extracted is placed inside a high-quality glass fiber bag within the extraction vessel.
- Solvent Heating & Circulation: The solvent in the reboiler is heated, causing it to evaporate and pass through a condenser.
- Continuous Extraction Cycle: The condensed solvent is circulated back through a reflux divider, ensuring thorough extraction of solutes.
- Concentration Achievement: The extraction process continues until the desired solute concentration is reached.
- Solution Collection: Once the process is complete, the solvent-rich solution is drained off for further processing or purification.
- Cycle Restart: Fresh solid material and solvent are introduced, and the process is restarted for continuous operations.
Key Features & Benefits
✔ High Extraction Efficiency
– Optimized design for maximum solute recovery
✔ Robust Glass Reactor System
– High-quality borosilicate glass vessel for superior chemical resistance.
✔ Precise Temperature Control
– Integrated heating bath for uniform thermal regulation.
✔ Modular & Scalable
– Available in multiple sizes from 10L to 300L to suit different industry needs.
✔ Easy Operation & Maintenance
– User-friendly setup with drain valves for hassle-free cleaning.
✔ Versatile Industrial Applications
– Ideal for pharmaceuticals, herbal extraction, food processing, chemicals, and more.
✔ Customizable Design
– Tailored to meet specific extraction requirements.
✔ Cost-Effective & Eco-Friendly
– Reduces solvent waste while ensuring a high yield of extracted compounds.
📊Technical Specifications
| Vessel Capacity (L) | Heating Power (KW) | Vapour Line (mm x m) | Extraction Vessel Capacity (L) |
|---|---|---|---|
| 10 | 3.00 | 40mm x 1m | 10 |
| 20 | 4.00 | 50mm x 1m | 20 |
| 50 | 6.00 | 80mm x 1m | 50 |
| 100 | 9.00 | 100mm x 1m | 100 |
| 200 | 12.00 | 150mm x 1m | 200 |
| 300 | 18.00 | 225mm x 1m | 300 |
📌Applications of Solid-Liquid Extraction Units
🔹 Pharmaceutical & Herbal Extracts – Isolation of bioactive compounds.
🔹 Food & Beverage Processing – Flavor and fragrance extraction
🔹 Chemical & Petrochemical Processes – Purification and separation of valuable chemicals.
🔹 Environmental & Waste Treatment – Removal of contaminants and solvent recovery.
🔹 Cosmetic & Skincare Industry – Essential oil extraction for beauty formulations.
🏭Industries We Serve
- Pharmaceutical & Biotech – Drug formulation, herbal extraction, active ingredient isolation.
- Chemical Processing – Specialty chemical synthesis, catalyst recovery, industrial separation.
- Food & Beverage – Extraction of flavors, essential oils, natural pigments, and antioxidants.
- Petrochemical & Energy – Solvent recovery, hydrocarbon separation, and waste processing.
- Agricultural & Herbal Industries – Processing plant extracts for medicinal and cosmetic applications.
⚡Why Choose Our Solid-Liquid Extraction Unit?
✅ Industry-Leading Quality
– Crafted from premium-grade borosilicate glass and corrosion-resistant metals.
✅ Precision-Engineered Design
– Ensures high performance, durability, and long-term reliability.
✅ Custom-Built Solutions
– Tailored systems available for specific industrial requirements.
✅ Competitive Pricing & Bulk Discounts
– Get the best value for your investment with our flexible pricing options.
✅ Worldwide Shipping & Support
– We ship globally with fast delivery and dedicated customer assistance.