Industrial Reaction Unit – High-Efficiency Reflux & Stirred Reactor for Chemical & Pharma Processes
product overview
Our Industrial Reaction Unit is a precision-engineered system for stirred reactions, reflux distillation, and solvent recovery in pharmaceutical, chemical, and research applications. Designed for vacuum and atmospheric operations, it ensures high-purity output, efficient heat transfer, and scalable capacities (20L–500L). Built with borosilicate glass and corrosion-resistant materials, it delivers maximum yield, precise temperature control, and customizable configurations for diverse processing needs.
Best Industrial Reaction Unit – High-Purity Reflux & Distillation
System for Lab & Industrial Use
Upgrade your chemical processing with our state-of-the-art Reaction Unit, designed for stirred reactions, reflux distillation, solvent recovery, and sub-cooled product collection. Built for pharmaceutical, chemical, petrochemical, and research applications, this unit features precision-controlled heating, advanced condensation, and vacuum operation for maximum yield and purity.
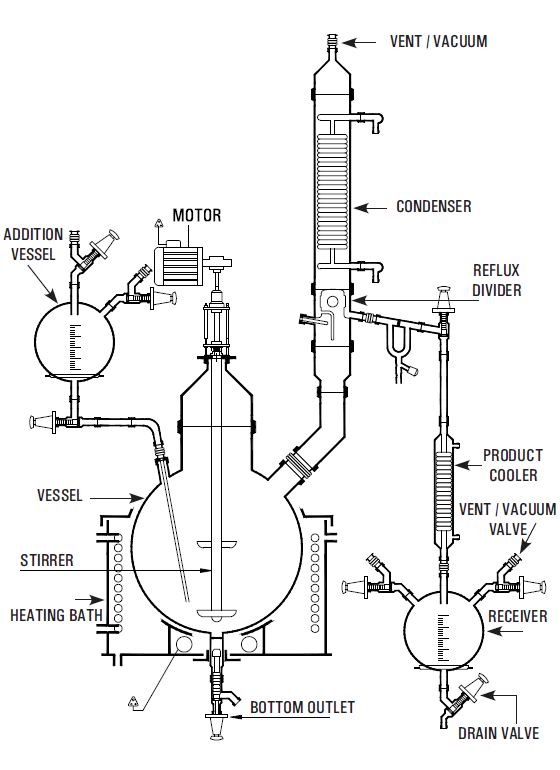
⚙️ How the Reaction Unit Works – Step-by-Step Process
Our Reaction Unit is a stirred batch reactor with an integrated reflux distillation system, enabling controlled chemical reactions and solvent recovery under vacuum or atmospheric pressure.
1️⃣ Addition Phase – A controlled feed vessel adds reactants into the main reaction vessel with a motor-driven stirrer for uniform mixing.
2️⃣ Reaction & Heating – The mixture is heated via a jacketed heating bath or mantle, ensuring precise temperature control (up to 250°C) for various chemical reactions.
3️⃣ Reflux Distillation – Vapors travel through the vapor line to the condenser, where they are cooled and can be recycled back (reflux) or collected as a final product.
4️⃣ Condensation & Sub-Cooling – The condenser efficiently converts vapors back into liquid, with an optional product cooler for additional temperature control.
5️⃣ Product Collection – The final distilled product is collected in the receiver vessel, while residues are discharged via the flush bottom valve for complete system drainage.
🔹 Vacuum Compatibility – Operates under full vacuum for heat-sensitive materials or atmospheric pressure for standard reactions.
🔹 Customizable Configurations – Choose between heating mantle or jacketed bath, spherical or cylindrical vessels, and different stirrer options (PTFE-lined, glass, or SS316L).
🔹 Key Features & Benefits
✅ Multiple Capacities (20L–500L)
– Available in 20L, 50L, 100L, 200L, 300L, and 500L reactors for R&D, pilot-scale, and full industrial production.
✅ High-Purity Glass Reactor (Borosilicate 3.3)
– Corrosion-resistant, high-temperature-resistant, and chemical-resistant, ensuring long operational life.
✅ Advanced Stirring System
– Motor-driven stirrer with variable speed (optional VFD) ensures homogeneous reaction mixtures.
✅ High-Performance Condenser & Cooler
– 0.35–4.00 m² heat transfer area for efficient condensation and product cooling.
✅ Vacuum & Atmospheric Operation
– Suitable for vacuum-sensitive reactions and high-temperature processing.
✅ Zero Hold-Up Drain Valve
Flush bottom valve for complete product recovery and residue discharge.
✅ Optional Upgrades
– Heating mantle, PTFE-lined stirrer, cylindrical reactors, or SIGFOLDI-JACKET™ vessel for specialized processes.
📊Technical Specifications
| Reactor Capacity (L) | Bath Power (KW) | Addition Vessel (L) | Vapor Line (DN) | Condenser HTA (m²) | Cooler HTA (m²) | Receiver Size (L) |
|---|---|---|---|---|---|---|
| 20 | 4.0 | 2 | 80 DN | 0.35 | 0.10 | 5 |
| 50 | 6.0 | 5 | 100 DN | 0.50 | 0.20 | 10 |
| 100 | 9.0 | 10 | 150 DN | 1.50 | 0.35 | 20 |
| 200 | 12.0 | 20 | 150 DN | 1.50 | 0.35 | 20 |
| 300 | 18.0 | 20 | 225 DN | 2.50 | 0.50 | 20 |
| 500 | 24.0 | 50 | 300 DN | 4.00 | 0.70 | 50 |
📌 Applications of the Industrial Reaction Unit
Our Reaction Unit is widely used in chemical, pharmaceutical, petrochemical, food, and research industries for controlled reaction processes, reflux distillation, solvent recovery, and product purification.
🔹 Pharmaceutical & Chemical Industry
✔ API & Drug Synthesis – Production of Active Pharmaceutical Ingredients (APIs) and intermediates.
✔ Fine Chemicals & Specialty Chemicals – Used in the manufacturing of dyes, pigments, coatings, and adhesives.
✔ Solvent Recovery & Recycling – Reclaims expensive solvents used in chemical reactions.
✔ Essential Oils & Natural Extracts – High-purity extraction for cosmetic, fragrance, and therapeutic industries.
🔹 Petrochemical & Refinery Industry
✔ Crude Oil Fractionation – Separation of petroleum-based components.
✔ Hydrocarbon Processing – Catalytic reactions and refining processes.
✔ Biofuel Production – Used in the development of alternative fuels.
🔹 Food & Beverage Industry
✔ Flavor& Fragrance Extraction – Extraction of natural flavors and aroma compounds.
✔ Distilled Water Production – Purification of water for food processing and medical applications.
🔹 Research & Educational Institutions
✔ University & R&D Laboratories – Ideal for chemical research and pilot-scale experiments.
✔ Pilot Plants & Process Development – Small-scale production for new formulations.
🏭Industries We Serve
Our Industrial Reaction Unit is used across diverse industries, delivering precise reaction control and high-purity distillation.
🔹 Pharmaceutical & Chemical Processing
✔ API & Intermediate Synthesis – Used in drug production, fine chemicals, and organic synthesis.
✔ Solvent Recovery & Purification – Cost-effective recycling of solvents for continuous industrial use.
✔ Essential Oil Extraction – Aromatherapy, cosmetics, and herbal product research.
🔹Petrochemical & Refinery Industry
✔ Hydrocarbon Processing – Catalytic reactions, distillation, and separation of chemical components.
✔ Crude Oil Fractionation – Refining of petroleum-based products.
🔹 Food, Beverage & Flavor Industry
✔ Flavor & Fragrance Extraction – High-purity essential oil distillation for food and beverage formulations.
✔ Distilled Water Production – Purified water for food, medical, and industrial use.
🔹 Research & Academic Institutions
✔ Chemical Laboratories – Ideal for university-level research and pilot-scale trials.
✔ Pilot Plants – Small-batch production for testing and process development.
🔥 Why Choose Our Reaction Unit ?
🔬 Customizable for Your Application – Choose between mantle heating, SIGFOLDI-JACKET™, PTFE-lined stirrer, or cylindrical reactor vessels.
📦 Global Shipping & Ready Stock – Available for bulk orders with fast dispatch worldwide.
💰 Cost-Effective & Scalable – Designed for small-scale labs to full-scale industrial factories.
⚡ Energy-Efficient & Low Maintenance – Optimized heating, advanced stirring, and zero hold-up drainage.