Reaction Distillation Unit - Industrial-Grade Precision & Efficiency
product overview
The Reaction Distillation Unit is a highly versatile system designed for industrial distillation, reaction, and fractional separation processes. Engineered for high efficiency, this unit seamlessly combines reaction and distillation in a single apparatus, making it ideal for chemical, pharmaceutical, petrochemical, and R&D applications.
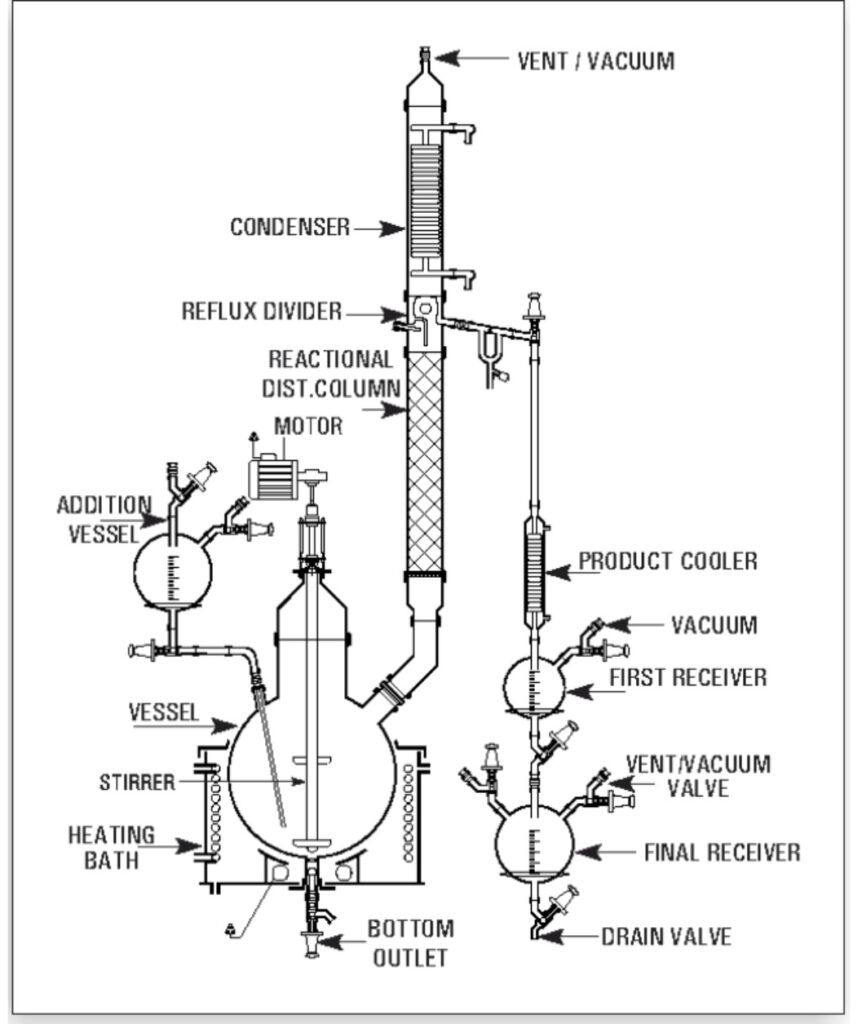
Designed to operate under atmospheric pressure and vacuum conditions, the unit consists of a high-quality reaction vessel, heating/cooling bath, reflux divider, condenser, product cooler, and receiver system. It ensures precise temperature control, efficient phase separation, and minimal product loss, making it an essential solution for industrial-scale production and laboratory-scale pilot plants.
How Does the Reaction Distillation Unit Work? (Step-by-Step Process)
- Loading the Reaction Vessel: The raw materials or reactants are added into the reaction vessel.
- Heating & Stirring: The heating bath maintains optimal temperature, while the mechanical stirrer ensures uniform mixing.
- Reaction Phase: Controlled heating initiates the desired chemical reaction within the vessel.
- Distillation Process: Vapors generated during the reaction move through the packed distillation column.
- Condensation & Reflux Control: The vapors condense via a coil-type condenser, with an adjustable reflux ratio to maximize separation.
- Product Cooling & Collection: The final product is cooled via the product cooler before collection in the receiver system.
- Drainage & Final Output: Unwanted residues are drained through the flush bottom valve.
Key Features & Benefits
✅Multi-Functional:
Can be used as a reaction unit, fractional distillation unit, or a combination of both.
✅High-Quality Material:
Available in borosilicate glass-lined, stainless steel, and PTFE-lined options.
✅Precise Temperature Control:
Equipped with a jacketed heating/cooling bath for precise heating and cooling.
✅Versatile Operations:
Suitable for vacuum and atmospheric pressure processes.
✅Efficient Phase Separation:
Packed distillation column ensures high-purity separation.
✅Customizable Options:
Available in spherical and cylindrical vessel designs, with MS PTFE-lined stirrer, variable frequency drives, and heating mantle options.
✅Ease of Operation & Safety:
Features mechanical stirrer with mechanical seal, reflux divider, vent/vacuum valve, and drain valve for controlled operations.
📊Technical Specifications
| Reactor Capacity (L) | Heating Bath (KW) | Addition Vessel (L) | Vapor Line (DN) | Condenser HTA (m²) | Cooler HTA (m²) | Receiver Size (L) |
|---|---|---|---|---|---|---|
| 20 | 4.0 | 2 | 80 DN | 0.35 | 0.10 | 2L, 5L |
| 50 | 6.0 | 5 | 100 DN | 0.50 | 0.20 | 5L, 10L |
| 100 | 9.0 | 10 | 150 DN | 1.50 | 0.35 | 10L, 20L |
| 200 | 12.0 | 20 | 150 DN | 1.50 | 0.35 | 10L, 20L |
| 300 | 18.0 | 20 | 225 DN | 2.50 | 0.50 | 20L, 20L |
| 500 | 24.0 | 50 | 300 DN | 4.00 | 0.70 | 50L, 50L |
📌 Applications of the Reaction distillation Unit
✔ Reaction & Synthesis (Chemical processing, pharmaceuticals, R&D)
✔ Vacuum Distillation (High-purity separations, solvent recovery)
✔ Essential Oil Extraction (Natural product distillation)
✔ Pilot Plant Operations (Process scale-up studies)
✔ Fractional Distillation (High-precision separation of chemical mixtures)
🏭Industries We Serve
- Pharmaceuticals (API production, chemical synthesis, purification)
- Chemical Processing (Fine chemicals, resins, agrochemicals)
- Petrochemicals (Solvent recovery, oil refining)
- Food & Beverage (Essential oil distillation, flavor extraction)
- R&D & Pilot Plants (Process optimization, experimental studies)
🔥 Why Choose Our Reaction Distillation Unit?
✅ Premium-Quality Materials:
Long-lasting performance with corrosion-resistant materials.
✅ Customizable Configurations:
Tailor-made designs to suit specific industrial needs.
✅ Energy-Efficient Design:
Reduces operational costs with optimized heating/cooling systems.
✅ Global Shipping & Bulk Discounts:
Ready stock available for worldwide shipping.