Fractional Distillation Unit – High-Performance Industrial Distillation System
Product Overview
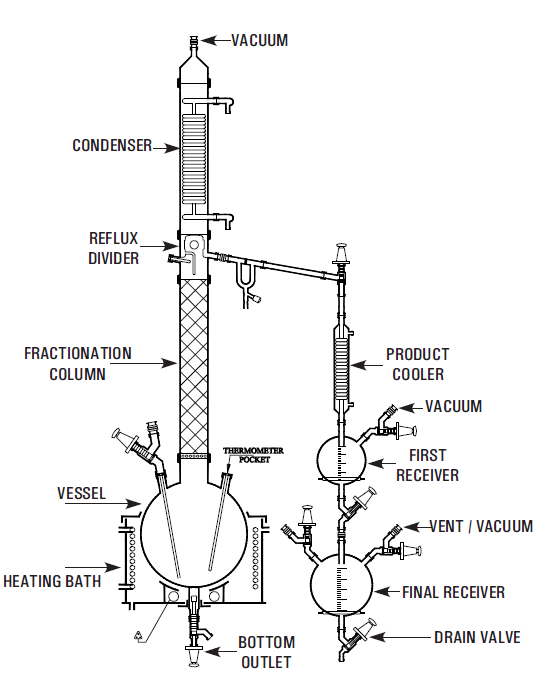
Our Fractional Distillation Unit is a state-of-the-art, compact batch-type system designed for high-efficiency separation of liquid mixtures based on their boiling points. Engineered with precision, this unit features a reboiler vessel, packed fractionation column, reflux divider, coil condensers, and receivers to ensure an optimized distillation process. Available in vessel capacities from 10L to 500L, this system is suitable for operations under atmospheric pressure and full vacuum conditions. Ideal for industries requiring high-purity separation and recovery, our Fractional Distillation Unit offers superior performance and durability.
How Does It Work? – Step-by-Step Distillation Process
• Heating & Vaporization – The mixture is heated in the vessel, causing vaporization based on component volatility.
• Fractionation in the Column – The vapors rise through the packed column, where components are separated according to their boiling points.
• Condensation & Reflux Control – The condenser cools the vapors, directing liquid back into the column or collecting it in the receivers.
• Collection of Purified Product – The top product is cooled further and collected, while the bottom product is drained via a controlled valve.
• Final Purification & Storage – The final purified product is stored in first and final receivers for further use or processing.
🔹 Key Features & Benefits
✔ Efficient Fractionation
– High-quality packed column ensures precise separation of components.
✔ Versatile Operation
– Works under atmospheric pressure and full vacuum conditions.
✔ High Thermal Efficiency
– Advanced heating bath system for consistent temperature control.
✔ Durable Construction
– Made with industrial-grade glass and corrosion-resistant metal jackets.
✔ Customizable Options
– Available in 10L, 20L, 50L, 100L, 200L, 300L, and 500L sizes.
✔ Compact & Space-Saving Design
– Ideal for both pilot and large-scale production setups.
✔ Easy Maintenance & Cleaning
– Designed with a drain valve and accessible components.
✔ Suitable for Various Industries
– Pharmaceuticals, Petrochemicals, Essential Oils, and more.
📊Technical Specifications
| Capacity (L) | Heating Power (KW) | Vapor Line (DN) | Condenser HTA (m²) | Cooler HTA (m²) | Receiver Size (L) |
|---|---|---|---|---|---|
| 10 | 2.0 | 50 DN | 0.2 | 0.10 | 2L, 2L |
| 20 | 3.0 | 80 DN | 0.35 | 0.10 | 2L, 5L |
| 50 | 4.5 | 100 DN | 0.50 | 0.20 | 5L, 10L |
| 100 | 6.0 | 150 DN | 1.50 | 0.35 | 10L, 20L |
| 200 | 9.0 | 150 DN | 1.50 | 0.35 | 10L, 20L |
| 300 | 10.5 | 225 DN | 2.50 | 0.50 | 20L, 20L |
| 500 | 24.0 | 300 DN | 4.00 | 0.70 | 20L, 50L |
📌 Applications of the Industrial Reaction Unit
• Distillation & Purification of organic and inorganic compounds.
• Separation of Liquid Mixtures based on boiling point differences.
• Vacuum Distillation for heat-sensitive substances.
• Solvent Recovery & Recycling for industrial and lab use.
🏭Industries We Serve
- Pharmaceuticals – High-purity separation of active ingredients.
- Petrochemicals – Recovery and purification of chemical compounds.
- Essential Oils & Flavors – Extraction of essential oils with precise separation.
- Chemical Research & Development – Laboratory and pilot-scale distillation.
- Food & Beverage – Purification of alcohol and flavor extracts.
🔥 Why Choose Our Fractional Distillation Unit?
✅ Superior Quality Materials
– Industrial-grade glass reactors with metal jackets for durability.
✅ Custom Configurations Available
– Options for heating mantles, different vessel shapes, and drain valve types.
✅ Designed for Maximum Efficiency
– Optimized packed column for high-precision fractionation.
✅ Global Shipping & Bulk Discounts
– Fast worldwide delivery with bulk purchase offers.
✅ Expert Support & Consultation
– Our team provides technical assistance and customization.